هنوز تغییری یافت نشده است
هنوز تغییری یافت نشده است

سابقه استفاده از جوشکاری در کشور ایران به سال های پیش بر می گردد در زمان احداث پالایشگاه آبادان و ذوب آهن اصفهان از جوشکاری استفاده ی وسیعی می شد. جوشکاری یکی از متداول ترین روش متصل کردن قطعات به یکدیگر به صورت دائم می باشد ،که مقاومت واستحکام بسیار بالایی دارد. جوشکاری به دو نوع ذوبی و غیر ذوبی تقسیم می شود که هر کدام انواعی دارند.بیشتر افراد جوشکاری قطعات آهنی را مشاهده کرده اند .
با توجه به قیمت آهن آلات و کاربرد آنها که بیشتر در ساختمان سازی است ،اتصال محکم و جوش کاری با کیفیت اهمیت زیادی دارد. در این مقاله می خواهیم در مورد انواع جوشکاری ومزایا و معایب هریک از روش ها صحبت کنیم .در ادامه ما را همراهی کنید .
دسترسی سریع به محتوای مقاله
جوشکاری فرایندی است که طی آن پیوندی بین دو یا چند قطعه فلزی ایجاد می شود .محل اتصالات گرم یا ذوب شده و سپس دو قطعه به یکدیگر متصل می شوند .البته انواع روش های جوشکاری بسیار متنوع است .
جوشکاری به صورت گرم و سرد انجام میشود .برای کسب اطلاعات بیشتر مقاله جوشکاری سرد چیست را مطالعه کنید .
جوشکاری انواعی دارد که هر یک برای صنایع متفاوتی به کار گرفته می شوند .به طور کلی برای اتصال اعضای یک سازه از روش های متفاوتی استفاده می شود روش های اتصال به شرح زیر هستند .
اتصالات جوشکاری در ساخت سازه های فولادی کاربرد زیادی دارند.مثلا قیمت نبشی کشی ساختمان به هزینه جوشکاری آن و قیمت نبشی بستگی دارد. کل قطعات یک اسکلت فلزی جوشی به وسیله جوشکاری متصل میشود. دستمزد جوشکاری در هزینه اسکلت فلزی تاثیر گذار و مهم است.
به گفته فرادرس :در اتصالات جوشی، عضوهای مورد نظر توسط جوش به یکدیگر متصل میشوند. اتصالات جوشی را میتوان بر اساس نوع جوش، حالت جوش و نوع اتصال به انواع زیر تقسیمبندی کرد:
نوع جوش: جوش ماهیچه ای (نبشی)، جوش شیاری، جوش انگشتانه (انسدادی یا نقطهای) و جوش کام
حالت جوش: افقی، عمودی، بالاسری و تخت
نوع اتصال: سر به سر، روی هم، گوشه، لبه، سپری

برای متصل کردن دائمی قطعات به یکدیگر از روش های مختلف جوش کاری استفاده می شود . نوع جوش کاری به عواملی چون مواد، فشار،و …بستگی دارد که بسته به شرایط و جنس قطعه روش جوشکاری انتخاب می شود .جوش کاری به طور کلی به دو دسته ذوبی وغیر ذوبی تقسیم می شود که هر کدام مزیت و معایب خاص خود را دارند .شما در ادامه مقاله همراه آهن جم باشید تا به شرح هر یک بپردازیم .
در روش جوشکاری ذوبی برای متصل کردن دو قطعه به یکدیگر از گرما استفاده می کنند.در برخی از مواقع فیلر های پرکننده جوش کاری (Fillermaterial) مثل سیم جوش و الکترود جوشکاری لازم می باشد ولی در بعضی از موارد احتیاجی به فیلر های پرکننده نیست .فرایند جوش کاری ذوبی، به این صورت است که به وسیله منبع حرارت که می تواند قوس ،اشعه ،لیزر و شعله … باشد نقاط مورد نظر قطعه ذوب شده و به هم متصل می شوند .نقطه ذوب فلزات در جوشکاری آنها اهمیت دارد.
در نهایت پس از خنک شدن درباره اتم ها در کنار یکدیگر منظم شده و نیروی جاذبه و چسبندگی بین آنها ایجاد می شود .جوشکاری ذوبی (FW)بر حسب منبع انرژی مورد استفاده به چند گروه تقسیم می شوند:
در ادامه همراه آهن جم باشید تا به شرح دسته بندی معایب ،مزایا و تجهیزات هرکدام از جوش کاری ذوبی بپردازیم .
جوش کاری قوسی یکی از انواع جوش کاری ذوبی است ،که به آن جوش کاری قوسی ،جوش کاری با قوس الکتریکی یا جوش کاری arc نیز می گویند .جوش کاری قوسی ، یکی از انواع جوش کاری از قوس الکتریکی برای ایجاد کردن گرما جهت ذوب کردن و در نهایت متصل کردن فلزات استفاده می شود .برای دریافت توضیحات کامل مقاله جوش کاری قوسی را مطالعه کنید .رایج ترین روش های جوش کاری قوسی
در ادامه به شرح هریک می پردازیم از شما دعوت می کنم ما را همراهی کنید .
| نوع جوشکاری | توضیحات | مزایا | معایب |
|---|---|---|---|
| جوشکاری قوسی (SMAW) | استفاده از الکترودهای دستی و قوس الکتریکی برای جوشکاری. | هزینه پایین، تجهیزات ساده و قابل حمل. | نیاز به مهارت بالا، محدودیت در جوشهای ضخیم. |
| جوشکاری کربنی (CAW) | جوشکاری با استفاده از قوس الکتریکی و الکترود کربنی. | جوشهای با کیفیت بالا، مناسب برای فلزات با آلیاژ خاص. | تجهیزات پیچیده و هزینه بالا. |
| جوشکاری الکترود تنگستن (GTAW) | جوشکاری با قوس الکتریکی و الکترود تنگستن. | جوشهای تمیز و بدون آلودگی، کنترل دقیق. | نیاز به مهارت بالا و زمان بر. |
| جوشکاری الکترود فلزی تحت پوشش گاز (GMAW/MIGMAG) | استفاده از الکترود فلزی و گاز برای حفاظت از جوش. | سرعت بالا، اتوماسیون و کاربرد در شرایط مختلف. | هزینه بالا و نیاز به تجهیزات پیشرفته. |
| جوشکاری زیر پودری (SAW) | جوشکاری با استفاده از پودر به عنوان پوشش بر روی قوس. | کیفیت بالا، مناسب برای جوشهای ضخیم. | محدودیت در کنترل قوس و تجهیزات پیچیده. |
| جوشکاری تو پودری (FCAW) | مشابه جوشکاری MIG اما با استفاده از الکترود پودری. | قابلیت جوشکاری در شرایط بد آب و هوایی. | کیفیت جوش ممکن است در جوشکاری نامناسب کاهش یابد. |
| جوشکاری پلاسما (PAW) | جوشکاری با قوس پلاسما و گاز بیاثر. | دقت بالا و کیفیت جوش عالی. | تجهیزات گران قیمت و پیچیدگی بیشتر. |
| جوشکاری هیدروژن | جوشکاری با استفاده از قوس هیدروژنی. | جوشهای با کیفیت و قدرت بالا. | نیاز به تجهیزات خاص و هزینه بالا. |
| جوشکاری اکسیاستیلین | جوشکاری با شعله اکسیاستیلن. | تجهیزات ساده و هزینه پایین. | کیفیت پایینتر در مقایسه با روشهای دیگر و محدودیت در ضخامت جوش. |
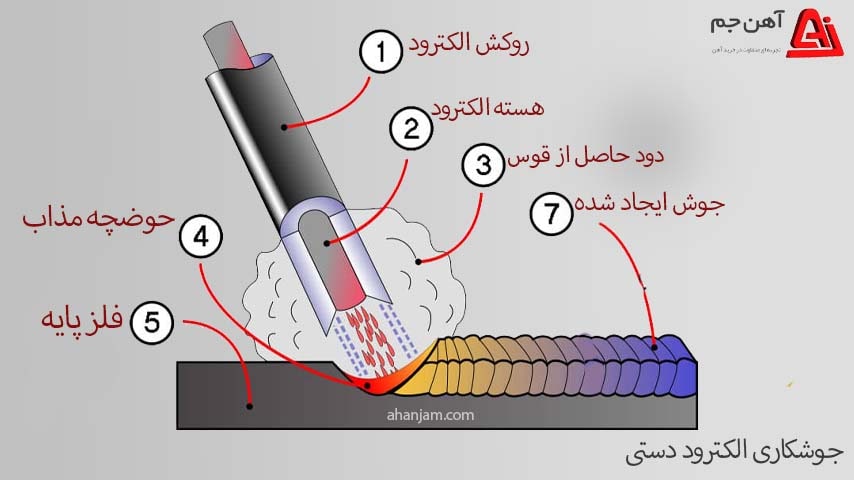
جوشکاری با الکترود دستی یکی از پرکاربرد ترین نوع جوش کاری می باشد .این نوع جوشک اری قوسی دستی است و از یک الکترود روکش دار مصرف شدنی استفاده می شود .وقتی الکترود ذوب شد روکش آن هم ذوب می شود و با گازهایی که از خود تولید کرده ازناحیه جوشک اری در برابر اکسیژن و بقیه گازها حفاظت می کند .این نوع روش قدیمی می باشد ولی هنوز در پروژه های مختلف ساخت و ساز برای اتصالات از این نوع روش استفاده می کنند .برای اطلاعات بیشتر مقاله جوش کاری SMAW را مطالعه کنید .
مزیت های استفاده از الکترود دستی
معایب جوشکاری الکترود دستی
تجهیزات لازم برای جوشکاری الکترود دستی
جوشکاری کربنی یکی از قدیمی ترین روش های جوشکاری می باشد که یک الکترود کربنی مصرف نشدنی را در کنار میله پرکننده برای ایجاد کردن قوس الکتریکی استفاده می کنند .امروزه بخاطر اینکه جوشکاری کربنی کیفیت پایینی دارد زیاد استفاده نمی شود .
جوشکاری الکترود با گاز های محافظ یکی از پر کاربرد ترین نوع جوشکاری قوسی می باشد .در این نوع جوشکاری با ایجاد کردن قوس الکتریکی با کمک الکترود سیمی مصرف شدنی نقطه مورد نظر قطعه ذوب و متصل می شود .و در کنار گاز های محافظ استفاده می کنند .دو نوع MIG یا MAG تنها تفاوتی که دارند در گازهای محافظتی مورد استفاده است .جوشکاری میگ برای آلومینیوم و فلزات غیر متخلخل کاربرد دارد .
گازهای محافظ آن ترکیب گاز هلیوم و آرگون می باشد .از جوشکاری بیشتر برای فولاد استفاده می شود که برای حفاظت فلز در مقابل گاز های هوای آزاد از آرگون ،دی اکسید کربن و اکسیژن به عنوان گاز محافظ استفاده می کنند .جوشکاری از رایج ترین نوع جوشکاری (CO2) می باشد .برای آشنایی کامل با جوشکاری میگ مگ مقاله مورد نظر را مطالعه کنید .
مزیت های جوشکاری MAG
معایب جوشکاری (MAG)
کاربرد جوشکاری (MAG)
در جوشکاری زیر پودری بین الکترود و قطعه شرایطی ایجاد می کند که نوک الکترود درون مواد پودری قرار بگیرد .در این حالت پودر ذوب شده ویژگی رسانایی می گیرد ،جریان قوس الکتریکی از آن عبور می کند و به قطعه مورد نظر می رسد .در جوشکاری زیر پودری برای مواد پرکننده برای پوشش دادن محل اتصال و جلوگیری از پاشیده شدن مواد و جرقه از پودر های دانه ریز استفاده می کنند .به این روش جوشکاری قوس مخفی هم گفته می شود .

مزیت های جوشکاری زیر پودری (SAW)
معایب جوشکاری زیر پودری (SAM)
کاربرد جوشکاری زیر پودری
برخی لوله ها نیاز به جوشکاری ندارند و بدون درز تولید میشوند .به لوله بدون درز، لوله مانیسمان هم گفته میشود .برای آشنایی با این لوله مقاله لوله مانیسمان چیست را مطالعه کنید.
جوش کاری تو پودری کاملاً مشابه روش پودری است که می توان آن را جایگزین زیر پودری استفاده کرد .تنها تفاوتشان در این اسست که در زیر پودری پودر داخل سیم جوش قرار دارد و نیازی به عوض کردن الکترود نیست .روش تو پودری سرعت اجرای بالایی دارد ،تجهیزات این روش گران قیمت است .
روش جوشکاری با الکترود تنگستن به جوشکاری آرگون و جوشکاری تیگ هم معروف می باشد .و در نهایت نقطه مورد نظر را ذوب می کند .جوشکاری TIG قوس الکتریکی از یک الکترود تنگستنی مصرف نشدنی ایجاد می شود .در این نوع جوشکاری از گازهای حفاظتی آرگون یا هلیوم برای حفاظت از جوشکاری در برابر گازهای هوای آزاد استفاده می شود و همین طور میله های پرکننده برای تقویت و استحکام جوش کاربرد دارند .از روش های متداول جوشکاری تیگ جوشکاری آرگون می باشد .
مزیت های قوس با الکترود تنگستن
جوشکاری TIG را به روش دستی ،نیمه دستی ،اتوماتیک و اتوماتیک می توان انجام داد.
در این جوشکاری هیچ ترکیبی بین گاز و مذاب وجود ندارد و روشی نسبتاً تمیز می باشد جوش هیچ نا خالصی ندارد و دود و سرباره ایجاد نمی شود .
معایب قوس الکترود تنگستن (TIG)

در ایران جوشکاری اکسی استیلن از متداول ترین نوع جوشکاری است که به اسم جوشکارری کاربید یا جوشکاری کاربیت هم گفته می شود .این جوشکاری رتبه ی دوم از لحاظ تعداد واحد هایی که از آن استفاده می کند به خود اختصاص داده است. ولی از لحاظ حجم و تناژ تولید محصول در رتبه چهارم و پنجم قراردارد.
در جوشکاری اکسی استیلن از انرژی سوختن یک گاز مانند استیلن برای ذوب شدن درزهای جوش فلزی بدون روپوش استفاده می کنند .گاز های استیلن در کپسول ها به شکل فشرده می باشد ،رگلاتور فشار گاز را تنظیم می کند ،از طریق دو شیلنگ لاستیکی گاز به سمت مشعل ها هدایت می شود .یک شیر یک طرفه علاوه بر سه راهی رگلاتور در مسیر گاز نصب می کنند تا از برگشت گاز و شعله به طرف کپسول جلوگیری کند .
مزیت های جوشکاری اکسی استیلن
معایب جوشکاری اکسی استیلن
کاربرد های جوشکاری اکسی استیلن

در فرایند جوشکاری هیدروژن از دو الکترود غیر همسان فلزی استفاده می کنند ،الکترود ها در فضایی که پراز هیدروژن است ذوب می شوند و قطعات را به هم متصل می کنند .
جوشکاری پلاسما به جوشکاری TIGشباهت زیادی دارد .در این روش نتیجه کار با کیفیت بالایی دارد. در جوشکاری پلاسما از یک الکترود تنگستنی مصرف نشدنی همراه با گازهای حفاظتی و میله های پرکننده شبیه جوشکاری تنگستنی استفاده می کند .تنها فرقشان این است که الکترود فاصله بیش تری با قطعه کار دارد. و قوس الکتریکی معمولاًما بین الکترود و نازل خروجی ساخته می شود .
در جوش کاری پلاسما حرارت زیاد قوس الکتریکی موجب یونیزه شدن گازهای ورودی و متشکل یک جریان پلاسما از بین گاز ها می شود ،حال جریان پلاسما به همراه گازهای حفاظتی از نازل خارج می شوند وبه قطعه کار برخورد می کنند .
جوشکاری پرتو لیزر جزئ پیشرفته ترین روش های جوشکاری است .این نوع جوشکاری احتیاجی به فلز های پرکننده ندارد ،سرعت اجرایی آن بالا است به همین دلیل ترک های جوشی ایجاد می شود .برای ایجاد کردن یک گرمای متمرکز برای جوش دادن قطعه ها به یکدیگر از پرتو لیزر استفاده می کنند .دقت کار در این روش بالا ست .
جوشکاری پرتو الکترونی جزئ روش های جوشکاری پیشرفته و گران می باشد در این روش جوشکاری کیفیت جوش بسیار بالاست و موج وانحراف ندارد .جوشکاری پرتو الکترونی در شرایط خلائ انجام می گیرد .پرتویی که شامل الکترون های پرسرعت است برای ایجاد کردن حرارت و اتصال بین قطعات استفاده می شود .
وقتی الکترون های پر سرعت به درون ماده نفوذ پیدا می کند .حرارت زیادی را ایجاد کرده و قطعه ذوب می شود .پرتوی الکترونی تمرکز و انرژی بسیار بالایی دارد به همین علت جوش هایی که با این روش ایجاد می شود بیشتر اوقات باریک و عمیق می باشند .

در جوشکاری غیر ذوبی جوشکاری در حالت جامد صورت می گیرد و از هیچ فیلر پرکننده ای استفاده نمی شود .جوشکاری غیر ذوبی به صورتی است که براثر اعمال شدن فشار مولکول های سطح دو قطعه ازناحیه پرتراکم به ناحیه ای کم تراکم جریان پیدا کرده و جوشکاری غیر ذوبی اتفاق می افتد .در بعضی از موارد برای سرعت بخشیدن به فرایند جوش از فرایند حرارت دادن به سطح استفاده می شود .ویژگی های مکانیکی و فیزیکی قطعه ها در این روش تغییر نمی کند وبرای موارد حساس کاربرد دارد .
جوشکاری غیر ذوبی انواعی دارد از جمله :

در جوشکاری مقاومتی به طور همزمان از گرما و فشار برای ذوب کردن و اتصال بین قطعات استفاده می کنند .در این نوع فرایند از فلز های پرکننده استفاده نمی شود .ولی از الکترود مصرف نشدنی برای عبور جریان الکتریکی و گرما ایجاد کردن استفاده می کنند .این دو الکترود وظیفه دارند که فشار را به قطعه ها منتقل کنند .در این روش جریان الکتریکی از یک مقاومت عبور کرده و حرات ایجاد می کند و گرمای ایجاد شده محل اتصال را ذوب می کند .
مزیت های جوشکاری مقاومتی
معایب جوشکاری مقاومتی
کاربرد جوشکاری مقاومتی
جوشکاری مقاومتی به ۴ دسته تقسیم می شود که عبارت اند از :
جوشکاری مقاومتی نقطه ای معمولاً برای ورق های نازک و بیشتر در صنایع خودرو سازی و هوا فضا کاربرد دارد. در این فرایند از دو الکترود نوک تیز برای اتصال دو نقطه که معمولاً ضخامتشان کم می باشد استفاده می شود .دو الکترودی که در دو طرف ورق های متصل به هم قرار دارند فشار ایجاد می کنند و در نتیجه مقاومت الکتریکی شکل می گیرد .
از عبور جریان الکتریکی حرارت ایجاد می شود. حرارت ایجاد شده سبب ذوب و متصل شدن نقطه اتصال دو ورق می شود .این فرآیند را می توان چندین بار تکرار کرد تا اتصال محکم و مطمئنی صورت بگیرد .

جوشکاری مقاومتی درز جوش یکی از متداول ترین و رایج ترین روش های جوشکاری می باشد .جوشکاری مقاومتی درز جوش به جوشکاری نقطه ای شباهت دارد .فقط با این تفاوت که الکترود ها شبیه چرخ دوار می باشند و بر ناحیه جوش غلت می خورند .در جوشکاری درز جوش دو الکترود به شکل رول با اعمال نیرو و حرارت ناشی از عبور جریان و فشار گرم شده و فرایند اتصال اتفاق می افتد .
در جوشکاری زائده ای یکی از قطعه ها یا هر دو آنها دارای برآمدگی می باشند و هنگامی که هیچ کدام برآمدگی نداشته و صاف باشند بین آنها قطعه زائدی قرار می دهند.این عمل باعث تمرکز حرارت و فشار روی ناحیه برآمده می شود و از هدر رفتن گرما و فشار به قسمت های دیگر جلوگیری می کند .
هنگام جوشکاری کردن دو الکترود به یکدیگر نیرو وارد می کند و جریان برق عبور می کند .در آخر این جوشکاری بر آمدگی ها صاف و یکدست شده دو قطعه به یکدیگر متصل می شوند .

از جوش آپست برای متصل کردن لبه ی قطعات استفاده می شود ،این فرایند در دمای مشخص ،مناسب با جنس کار و فشار بسیار زیاد انجام می شود .گرمایش، مقاومت و جریان الکتریکی ایجاد می کنند .
در این روش جوشکاری از اصطکاک دو قطعه حرارتی ایجاد می کنند که از آن برای متصل کردن دو قطعه استفاده می شود .جوشکاری اصطکاکی به دو دسته تقسیم می شوند از جمله :
در جوشکاری دورانی یا چرخشی نحوه کار به این شکل است که یک قطعه ثابت و قطعه ی دیگر با سرعت ثابت می چرخد و با قطعه ی ثابت در تماس است و بعد یک نیروی محوری به قطعات وارد می شود .پس از اصطکاک مکانیکی بین آنها حرارت ایجاد شده و دو قطعه متصل می شوند .
جوشکاری آهن یکی از رایج ترین روش های اتصال فلزات در صنعت ساخت و ساز و تولید قطعات فلزی است که با استفاده از حرارت یا فشار دو قطعه آهن را به هم متصل میکند. انواع مختلف جوشکاری آهن وجود دارد که هر کدام بسته به نوع کاربرد، ضخامت قطعات و شرایط محیطی انتخاب میشوند. از جمله رایج ترین روشها میتوان به جوشکاری قوس الکتریکی (SMAW)، جوشکاری MIG/MAG، جوشکاری TIG و جوشکاری زیرپودری اشاره کرد.
جوشکاری قوس الکتریکی که با استفاده از الکترود مصرفی انجام میشود، برای کارهای سنگین و در فضای باز بسیار مناسب است. جوش MIG/MAG که با گاز محافظ انجام میشود، سرعت بالاتری داشته و معمولاً در صنایع خودروسازی و تولید قطعات دقیق کاربرد دارد.
هر روش جوشکاری مزایا و محدودیتهای خاص خود را دارد. برای مثال جوشکاری TIG دقت بسیار بالایی دارد و برای جوشکاری قطعات نازک و حساس مناسب است ولی هزینه و زمان بیشتری میطلبد. جوشکاری زیرپودری نیز برای تولیدات انبوه و جوشکاری طولانی مناسب است و کیفیت جوش بسیار خوب و یکنواختی را ایجاد میکند. انتخاب نوع جوشکاری آهن بستگی به نیاز پروژه، نوع و ضخامت قطعات، شرایط محیطی و هزینه نهایی دارد که مهندسین و اپراتورهای جوش با توجه به این عوامل بهترین روش را برمیگزینند تا مقاومت و کیفیت اتصال تضمین شود.
| نوع جوشکاری | مزایا | کاربردها |
|---|---|---|
| جوشکاری قوس الکتریکی (SMAW) | ساده و مقرونبهصرفه، مناسب فضای باز | ساخت و ساز، تعمیرات سنگین |
| جوشکاری MIG/MAG | سرعت بالا، کیفیت مناسب | صنایع خودرو، تولید قطعات دقیق |
| جوشکاری TIG | دقت و کیفیت بالا، مناسب قطعات نازک | قطعات حساس، هوافضا، پزشکی |
| جوشکاری زیرپودری | کیفیت بالا، مناسب تولید انبوه | تولید قطعات صنعتی، خطوط لوله |
جوشکاری برق فرآیندی است که در آن از قوس الکتریکی برای ذوب کردن فلزات و اتصال آنها به یکدیگر استفاده میشود. در این روش، جریان الکتریکی از یک الکترود یا سیم جوش به فلزات وارد میشود و باعث ذوب شدن نقطه اتصال میشود. جوشکاری برق یکی از رایج ترین و مؤثرترین روش ها در صنایع مختلف است که برای اتصال قطعات فلزی استفاده میشود.
انواع جوشکاری برق عبارتند از:



حسن افشار
سلام، مقالهتون خیلی کامل و خوب بود، ممنون از تیم آهن جم. فقط یه سوال برام پیش اومده، برای اتصال تیرآهنها تو سازههای سنگین، شما پیشنهاد میدین جوشکاری قوسی دستی استفاده بشه یا جوش زیرپودری؟ ما تو پروژه قبلیمون یه سری مشکل توی کیفیت جوش داشتیم و الان میخوایم حرفهایتر جلو بریم. اگه توضیحی درباره اینکه هر نوع جوش برای چه کاربردی بهتره بدین، واقعاً کمک میکنه
یزدان پناه
ما سال گذشته توی پروژه ساخت سولهمون خیلی درگیر کیفیت جوش شدیم. یه گروه جوشکار گرفتیم که ادعا میکردن حرفهایان ولی متأسفانه ترکهای ریز توی بعضی نقاط اتصال بعداً ظاهر شد. تازه فهمیدم چقدر اهمیت داره نوع الکترود و روش جوشکاری درست انتخاب بشه.
احمدی
من تو آموزشگاه فنیوحرفهای یه دوره جوشکاری دیدهم و الان دنبال اینم که وارد بازار کار بشم. مقاله شما خیلی کمکم کرد تا دوباره یادآوری کنم که هر روش برای چه کاربردی استفاده میشه. اگه امکانش هست تو مقالههای بعدی درباره مدارک معتبر جوشکاری و نحوه ورود به بازار کار هم بنویسین.
نور بخش
من سالهاست تو صنعت ساختمان کار میکنم. یکی از مهمترین مشکلاتی که داریم، نداشتن کنترل کیفی مناسب توی جوشکاریه. مخصوصاً وقتی چند گروه مختلف همزمان کار میکنن. تو مقاله بهدرستی به موضوع بازرسی اشاره شده بود، ولی خوبه بیشتر هم درباره روشهای تست جوش توضیح بدین
علیان
چند نوع جوشکاری داریم؟ بعد از کجا بفهمیم کدام نوع جوش به کارمون میاد
آهن جم
سلام وقت بخیر .انواع جوشکاری زیاد است و انتخاب نوع جوش به قطعه شما بستگی دارد باید مشخص شود چه چیزی را میخواین جوش بدین و چقدر فشار به جوش قراره وارد بشه